キリン「センサーを活用した缶列の異常兆候管理」を実現
執筆者:shirai
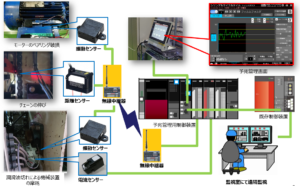 キリンビールは、キリンテクノシステムと連携して、キリンビール株式会社北海道千歳工場における、センサーの活用およびビッグデータの解析による缶商品パッケージングライン製造設備の異常兆候管理のテスト展開が2021年4月に完了し、設備不調の予兆を検知するシステムが確立した。ビール・RTDなどの製造の効率化を図るには、製造現場の担当者が各設備を理解し、適切な管理を行うことが求められ、同社は高品質な商品を提供するため、設備の定期点検に加え、感覚をもとに設備の異常兆候管理作業を実施している。しかし、同点検は担当者の経験や熟練度に依存しているため、作業の属人化による業務負荷の偏りや、作業の平準化が進まないことが課題となっている。今回確立したシステムは、缶商品パッケージングライン製造設備の特定箇所における複数のセンサーの取り付けにより運転状況のデータが蓄積され、そのビッグデータを解析・数値で確認することで、設備異常の予兆を検知するもの。現場の担当者は熟練度に左右されることなく設備点検を行うことができ、設備の不調を早期に検知することで、生産ラインの安定稼働・稼働効率化を実現できる。また、定期点検や異常兆候管理作業といった作業時間の省略化が進むことで、従業員の業務負荷軽減につながる。キリンビール北海道千歳工場では異常兆候管理により1年間で約200時間の業務時間の削減が期待でき、まずは一部の設備に絞って運用を開始する予定。将来的にはデータ解析による設備故障の予兆を実施し、メンテナンス頻度の適正化、メンテナンス費用の削減を目指し、キリンビール北海道千歳工場においては、今後缶商品パッケージングライン以外への製造設備への展開を目指すとともに、2023年以降は国内の他工場へも展開を目指していく。また、キリンテクノシステムにおいては、2022年以降にセンサーを活用した異常兆候管理システムの外販を目指し、設備課題の解決に取り組んでいく。【システム概要】1.システム名・概要:センサーの活用およびビッグデータの解析による缶商品パッケージングライン製造設備の異常兆候管理 2.対象工場・展開時期:キリンビール株式会社北海道千歳工場:2020年1月よりテスト展開を実施し2021年4月に効果を確認 他設備、他工場:2023年より本格展開予定 3.導入効果:点検負荷低減(約200時間/年の業務時間の削減) ビッグデータ活用による設備異常の早期発見および設備の安定稼働の実現
キリンビールは、キリンテクノシステムと連携して、キリンビール株式会社北海道千歳工場における、センサーの活用およびビッグデータの解析による缶商品パッケージングライン製造設備の異常兆候管理のテスト展開が2021年4月に完了し、設備不調の予兆を検知するシステムが確立した。ビール・RTDなどの製造の効率化を図るには、製造現場の担当者が各設備を理解し、適切な管理を行うことが求められ、同社は高品質な商品を提供するため、設備の定期点検に加え、感覚をもとに設備の異常兆候管理作業を実施している。しかし、同点検は担当者の経験や熟練度に依存しているため、作業の属人化による業務負荷の偏りや、作業の平準化が進まないことが課題となっている。今回確立したシステムは、缶商品パッケージングライン製造設備の特定箇所における複数のセンサーの取り付けにより運転状況のデータが蓄積され、そのビッグデータを解析・数値で確認することで、設備異常の予兆を検知するもの。現場の担当者は熟練度に左右されることなく設備点検を行うことができ、設備の不調を早期に検知することで、生産ラインの安定稼働・稼働効率化を実現できる。また、定期点検や異常兆候管理作業といった作業時間の省略化が進むことで、従業員の業務負荷軽減につながる。キリンビール北海道千歳工場では異常兆候管理により1年間で約200時間の業務時間の削減が期待でき、まずは一部の設備に絞って運用を開始する予定。将来的にはデータ解析による設備故障の予兆を実施し、メンテナンス頻度の適正化、メンテナンス費用の削減を目指し、キリンビール北海道千歳工場においては、今後缶商品パッケージングライン以外への製造設備への展開を目指すとともに、2023年以降は国内の他工場へも展開を目指していく。また、キリンテクノシステムにおいては、2022年以降にセンサーを活用した異常兆候管理システムの外販を目指し、設備課題の解決に取り組んでいく。【システム概要】1.システム名・概要:センサーの活用およびビッグデータの解析による缶商品パッケージングライン製造設備の異常兆候管理 2.対象工場・展開時期:キリンビール株式会社北海道千歳工場:2020年1月よりテスト展開を実施し2021年4月に効果を確認 他設備、他工場:2023年より本格展開予定 3.導入効果:点検負荷低減(約200時間/年の業務時間の削減) ビッグデータ活用による設備異常の早期発見および設備の安定稼働の実現